

ভিডিও শো
পেশাদার মূল্যবান ধাতুর মুদ্রা তৈরির সমাধান প্রদানকারী হিসেবে হাসুং বিশ্বজুড়ে বেশ কয়েকটি মুদ্রা তৈরির লাইন স্থাপন করেছে। মুদ্রাগুলোর ওজন ০.৬ গ্রাম থেকে ১ কেজি পর্যন্ত হয়ে থাকে এবং এগুলো গোলাকার, বর্গাকার ও অষ্টভুজাকৃতির হয়ে থাকে। রুপা এবং তামার মতো অন্যান্য ধাতুও পাওয়া যায়।
আপনার সব প্রয়োজনের জন্য একটি ওয়ান-স্টপ সমাধান পেতে আপনি হাসুং-এর সাথে ব্যাংকিং করতে পারেন।মুদ্রা তৈরির লাইনউৎপাদন প্যাকেজের মধ্যে রয়েছে অন-সাইট নির্দেশনা, মুদ্রা তৈরির সরঞ্জাম এবং প্রকৌশলী, যা আপনাকে প্রক্রিয়াটি ধাপে ধাপে এগিয়ে নিতে সাহায্য করবে। আমাদের প্রকৌশলীরা স্বর্ণমুদ্রা তৈরির প্রক্রিয়া নিয়ে গবেষণার সাথে জড়িত এবং প্রধান প্রধান সুপরিচিত টাকশালগুলোর কারিগরি পরামর্শদাতা হিসেবে কাজ করেছেন।
হাসুং মূল্যবান ধাতুর উপর ধাপে ধাপে নির্দেশনা প্রদানের পাশাপাশি মুদ্রা তৈরির সমস্যা সমাধানে মনোনিবেশ করে। ২০ বছরেরও বেশি সময় ধরে আমরা সোনা ও রুপার মুদ্রা তৈরির মেশিনের ক্ষেত্রে অগ্রণী ভূমিকা পালন করে আসছি। আমাদের রয়েছে পেশাদার ও সুক্ষ্ম প্রকৌশল পরিষেবা, অন-সাইট প্রশিক্ষণ এবং কারিগরি সহায়তা।

অনুগ্রহ করে ক্লিক করুনক্রমাগত ঢালাই মেশিন এবং রোলিং মেশিনবিস্তারিত দেখতে।

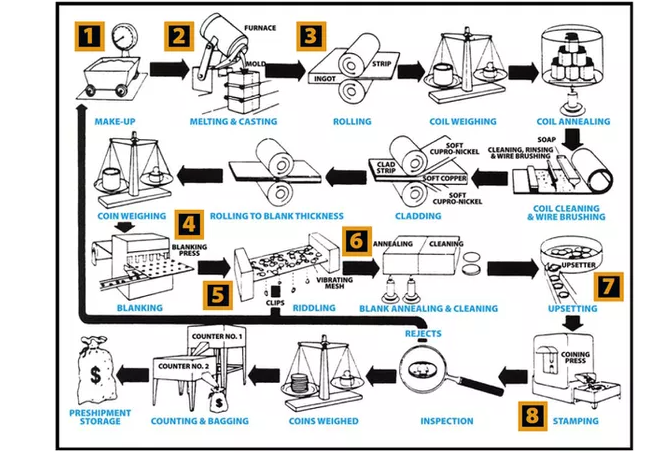
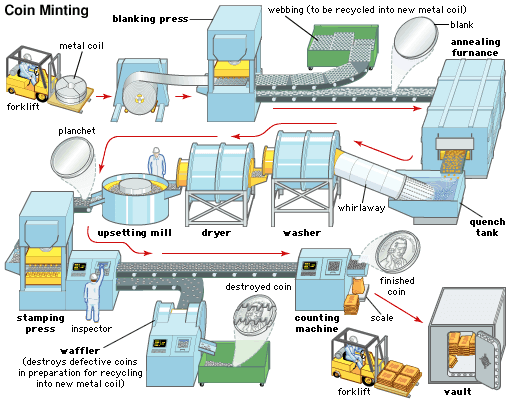
মুদ্রা কীভাবে তৈরি করা হয়?
সময়ের সাথে সাথে মুদ্রা তৈরির পদ্ধতির বিবর্তন ঘটেছে। দুই হাজার বছরেরও বেশি সময় আগে প্রাচীন লিডিয়া রাজ্যে প্রথম মুদ্রা তৈরি করা হয়েছিল। প্রাচীন মুদ্রা তৈরির প্রক্রিয়াটি ছিল বেশ সরল। প্রথমে, সোনা, রুপা বা তামার একটি ছোট তালকে পাথরের মতো কোনো কঠিন পৃষ্ঠে বসানো মুদ্রার ছাঁচের উপর রাখা হতো। এরপর কর্মীটি দ্বিতীয় একটি মুদ্রার ছাঁচ নিয়ে সেটিকে উপরে স্থাপন করত এবং একটি বড় হাতুড়ি দিয়ে তাতে আঘাত করত।
মধ্যযুগীয় টাকশালগুলোতে মুদ্রা তৈরির জন্য আগে থেকে তৈরি গোলাকার ধাতব চাকতি এবং একটি স্ক্রু প্রেস ব্যবহার করা হতো। যদিও এটি একটি হস্তচালিত প্রক্রিয়া ছিল, তবুও তা প্রাচীন মুদ্রা তৈরির পদ্ধতির চেয়ে সহজ ছিল এবং এর গুণমানও ছিল অধিক সামঞ্জস্যপূর্ণ।
আধুনিক মুদ্রা হাইড্রোলিক কয়েনিং প্রেসের সাহায্যে তৈরি করা হয়, যা স্বয়ংক্রিয়ভাবে মুদ্রার কাঁচামাল মেশিনে সরবরাহ করে। মেশিনটি যখন পূর্ণ ক্ষমতায় চলে, তখন এটি প্রতি মিনিটে ৬০০টিরও বেশি মুদ্রা তৈরি করতে পারে। ইউনাইটেড স্টেটস মিন্টের মতো প্রতিষ্ঠানের জন্য এই গতি অপরিহার্য, যাদের প্রতি বছর শত শত কোটি মুদ্রা উৎপাদন করতে হয়।
যদিও শত শত কোটি মুদ্রা উৎপাদনের জন্য ব্যবহৃত স্বয়ংক্রিয় ব্যবস্থার কারণে প্রক্রিয়াটি জটিল, তবুও এমন কয়েকটি সাধারণ ধাপ রয়েছে যা বিশ্বজুড়ে প্রতিটি টাকশাল ব্যবহার করে থাকে। মার্কিন যুক্তরাষ্ট্রের টাকশাল হলো বিশ্বের বৃহত্তম টাকশাল, এবং আমরা এর উৎপাদন প্রক্রিয়ার উপর আলোকপাত করব।
১. খনিজ কাঁচামাল
মুদ্রা তৈরির প্রক্রিয়া শুরু হয় কাঁচামাল উত্তোলনের মাধ্যমে। মার্কিন যুক্তরাষ্ট্র এবং বিশ্বজুড়ে থাকা খনিগুলো থেকে সোনা, রুপা, তামা বা অন্যান্য প্রয়োজনীয় ধাতু সরবরাহ করা হয়। এই খনিগুলো থেকে প্রাপ্ত কাঁচা ধাতুতে এমন সব অশুদ্ধি থাকে যা মুদ্রা তৈরির জন্য গ্রহণযোগ্য নয়।
প্রয়োজনীয় ধাতু আহরণের জন্য আকরিক খনন করার পাশাপাশি, মার্কিন টাকশাল বিভিন্ন উৎস থেকে পুনরুদ্ধার করা পুনর্ব্যবহৃত ধাতুও ব্যবহার করে। এই উৎসগুলোর মধ্যে রয়েছে এমন সব মুদ্রা যা আর প্রক্রিয়াজাত করার যোগ্য নয় এবং প্রচলন থেকে সরিয়ে নেওয়া হয়েছে। পরিবর্তে, সেগুলোকে টাকশালে ফেরত পাঠানো হয়, যেখানে সেগুলোকে পুনর্ব্যবহার করে নতুন মুদ্রা তৈরি করা হয়।
২. পরিশোধন, গলানো এবং ঢালাই
কাঁচা ধাতু থেকে প্রায় সমস্ত অশুদ্ধি দূর করার জন্য এটিকে পরিশোধন করা হয়। কিছু মুদ্রার জন্য দুই বা ততোধিক ভিন্ন ধরনের ধাতুর সংকর প্রয়োজন হয়। পরিশোধিত ধাতু গলানো হয় এবং নির্দিষ্ট বিবরণ অনুযায়ী প্রয়োজনীয় বিভিন্ন ধাতু যোগ করা হয়। উদাহরণস্বরূপ, মার্কিন যুক্তরাষ্ট্রের টাকশাল তাদের পাঁচ সেন্টের মুদ্রা ৭৫ শতাংশ তামা এবং ২৫ শতাংশ নিকেলের সংকর দিয়ে তৈরি করে।
উপযুক্ত বিশুদ্ধতা বা সংকর ধাতু অর্জিত হলে, ধাতুটিকে ঢালাই করে পিণ্ড তৈরি করা হয়। এগুলো হলো বড় ধাতব দণ্ড, যেগুলোতে টাকশালের প্রয়োজন অনুযায়ী সঠিক পরিমাণে ধাতু থাকে। উপযুক্ত বিশুদ্ধতা নিশ্চিত করার জন্য পুরো প্রক্রিয়া জুড়ে ধাতুটি পরীক্ষা করা হয়।
৩. গড়ানো
পিণ্ডকে সঠিক পুরুত্বে গড়িয়ে নেওয়ার প্রক্রিয়াটি দীর্ঘ এবং শ্রমসাধ্য হতে পারে। পিণ্ডটিকে দুটি শক্ত ইস্পাতের রোলারের মধ্যে গড়ানো হয়, যেগুলো ক্রমাগত একে অপরের দিকে এগিয়ে আসতে থাকে। এই প্রক্রিয়াটি ততক্ষণ চলতে থাকে যতক্ষণ না পিণ্ডটি গড়িয়ে তৈরি হতে থাকা মুদ্রার জন্য উপযুক্ত পুরুত্বের একটি ধাতব পাতে পরিণত হয়। এছাড়াও, গড়ানোর প্রক্রিয়াটি ধাতুকে নরম করে এবং এর আণবিক গঠন পরিবর্তন করে, যার ফলে এটিকে সহজে আঘাত করা যায় এবং উন্নত মানের মুদ্রা তৈরি হয়।
সংকর ধাতু হলে, ব্ল্যাঙ্কিং করার আগে অ্যানিলিং করা প্রয়োজন।
৪. ফাঁকা করা
মার্কিন টাকশাল প্রায় ১৩ ইঞ্চি চওড়া এবং কয়েক হাজার পাউন্ড ওজনের ধাতব রোল ব্যবহার করে। উৎপাদন প্রক্রিয়ায় এর বক্রতা দূর করার জন্য ধাতব রোলটি খুলে চ্যাপ্টা করা হয়। এরপর এটিকে একটি মেশিনের মধ্যে দিয়ে চালনা করা হয়, যা থেকে ধাতব চাকতিগুলো পাঞ্চ করে বের করা হয়। এই চাকতিগুলো তখন তৈরি হতে থাকা মুদ্রাটির জন্য সঠিক পুরুত্ব ও ব্যাসের হয়ে থাকে।
৫. ধাঁধা
এই পর্যন্ত, ধাতব মুদ্রা তৈরির উৎপাদন প্রক্রিয়াটি নোংরা এবং একটি প্রতিকূল পরিবেশে পরিচালিত হয়। এর ফলে মুদ্রার কাঁচামালের সাথে বর্জ্য ধাতুর ছোট ছোট টুকরো মিশে যাওয়ার সম্ভাবনা থাকে। রিডলিং মেশিনটি মুদ্রার কাঁচামালের সাথে মিশে থাকা যেকোনো বহিরাগত পদার্থ থেকে সঠিক আকারের কাঁচামালগুলোকে আলাদা করে।
৬. অ্যানিলিং এবং পরিষ্কারকরণ
এরপর টাকশাল মুদ্রা তৈরির প্রস্তুতির জন্য ধাতু নরম করতে মুদ্রার ফাঁকা অংশগুলোকে অ্যানিলিং ওভেনে প্রবেশ করায়। তারপর মুদ্রার পৃষ্ঠে থাকা তেল ও ময়লা দূর করার জন্য ফাঁকা অংশগুলোকে একটি রাসায়নিক দ্রবণে ডুবানো হয়। মুদ্রা তৈরির প্রক্রিয়ার সময় যেকোনো বহিরাগত বস্তু মুদ্রার মধ্যে গেঁথে যেতে পারে, এবং সেক্ষেত্রে মুদ্রাটি বাতিল করে দিতে হয়।
৭. বিরক্তিকর
ধাতব মুদ্রার ফলকের উপর যে নকশাটি ছাপানো হবে, তা সুরক্ষিত রাখার জন্য প্রতিটি মুদ্রার ফলককে এমন একটি মেশিনের মধ্যে দিয়ে চালনা করা হয়, যেটিতে থাকা এক সেট রোলার ক্রমশ ছোট হতে থাকে এবং ফলকটির উভয় পাশে একটি উঁচু ধাতব কিনারা তৈরি করে। এই প্রক্রিয়াটি মুদ্রার ফলকটির সঠিক ব্যাস নিশ্চিত করতেও সাহায্য করে, যাতে এটি মুদ্রা তৈরির প্রেসে সঠিকভাবে তৈরি হতে পারে। এই প্রক্রিয়ার পরে, মুদ্রার ফলকটিকে প্ল্যানচেট বলা হয়।
৮. ছাপ দেওয়া বা আঘাত করা
প্ল্যানচেটগুলো যথাযথভাবে প্রস্তুত, নরম এবং পরিষ্কার করার পর, সেগুলো এখন আঘাত করার জন্য তৈরি। বাণিজ্যিকভাবে তৈরি মুদ্রাগুলো স্বয়ংক্রিয়ভাবে মুদ্রা তৈরির প্রেসে প্রবেশ করানো হয়, যার হার প্রতি মিনিটে কয়েকশ মুদ্রা পর্যন্ত হতে পারে। সংগ্রাহকদের জন্য তৈরি প্রুফ মুদ্রাগুলো হাতে করে মুদ্রা তৈরির প্রেসে প্রবেশ করানো হয় এবং প্রতিটি মুদ্রায় কমপক্ষে দুটি আঘাত করা হয়।
৯. বন্টন
যে মুদ্রাগুলো পরীক্ষায় উত্তীর্ণ হয়, সেগুলো এখন বিতরণের জন্য প্রস্তুত। বাণিজ্যিকভাবে তৈরি মুদ্রাগুলো বড় সংরক্ষণ ব্যাগে প্যাক করে সারা বিশ্বের পরিবেশকদের কাছে পাঠানো হয়। সংগ্রাহকদের মুদ্রাগুলো বিশেষ হোল্ডার ও বাক্সে রেখে সারা বিশ্বের মুদ্রা সংগ্রাহকদের কাছে পাঠানো হয়।



বিস্তারিত:
ক্লিক করুনঅবিচ্ছিন্ন ঢালাই মেশিন.



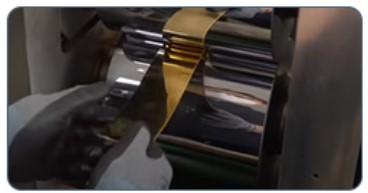
শীট রোলিং মিল
বার বা কয়েন তৈরির জন্য দুই ধরনের রোলিং মিল রয়েছে। প্রথম ধরনের শিট রোলিং মেশিন সাধারণ পৃষ্ঠতল তৈরি করে, এক্ষেত্রে সাধারণত টাম্বলার পলিশার দিয়ে এর চূড়ান্ত পলিশিংয়ের প্রয়োজন হয়।
| মডেল নং | এইচএস-৮এইচপি | এইচএস-১০এইচপি |
| ব্র্যান্ডের নাম | হাসুং | |
| ভোল্টেজ | ৩৮০ ভোল্ট ৫০/৬০ হার্টজ, ৩ ফেজ | |
| শক্তি | ৫.৫ কিলোওয়াট | ৭.৫ কিলোওয়াট |
| রোলার | ব্যাস ১২০ × প্রস্থ ২১০ মিমি | ব্যাস ১৫০ × প্রস্থ ২২০ মিমি |
| কঠোরতা | ৬০-৬১ ° | |
| মাত্রা | ৯৮০×১১৮০×১৪৮০ মিমি | ১০৮০x ৫৮০x১৪৮০ মিমি |
| ওজন | প্রায় ৬০০ কেজি | প্রায় ৮০০ কেজি |
| সক্ষমতা | সর্বোচ্চ রোলিং পুরুত্ব ২৫ মিমি পর্যন্ত। | সর্বোচ্চ রোলিং পুরুত্ব ৩৫ মিমি পর্যন্ত। |
| সুবিধা | ফ্রেমটি ইলেকট্রোস্ট্যাটিক্যালি ডাস্ট করা, বডিতে আলংকারিক হার্ড ক্রোমের প্রলেপ দেওয়া এবং স্টেইনলেস স্টিলের কভারটি মরিচা ছাড়াই সুন্দর ও ব্যবহারিক। সিঙ্গেল-স্পিড / ডাবল-স্পিড | |
| ওয়ারেন্টি পরবর্তী পরিষেবা | ভিডিও টেকনিক্যাল সাপোর্ট, অনলাইন সাপোর্ট, খুচরা যন্ত্রাংশ, ফিল্ড রক্ষণাবেক্ষণ এবং মেরামত পরিষেবা | |
টাংস্টেন স্টিল মিরর সারফেস রোলিং মিল
অন্য প্রকারটি হলো টাংস্টেন স্টিলের রোলার মিরর সারফেস শিট রোলিং মিল। এই ধরনের রোলিং মেশিনের সাহায্যে আপনি মিরর সারফেস শিট পাবেন।
| মডেল নং | এইচএস-এম৫এইচপি | এইচএস-এম৮এইচপি | ||
| ব্র্যান্ডের নাম | হাসুং | |||
| ভোল্টেজ | ৩৮০ ভোল্ট; ৫০/৬০ হার্জ ৩ ফেজ | |||
| শক্তি | ৩.৭ কিলোওয়াট | ৫.৫ কিলোওয়াট | ||
| টাংস্টেন রোলারের আকার | ব্যাস ৯০ × প্রস্থ ৬০ মিমি | ব্যাস ৯০ × প্রস্থ ৯০ মিমি | ব্যাস ১০০ × প্রস্থ ১০০ মিমি | ব্যাস ১২০ × প্রস্থ ১০০ মিমি |
| রোলারের কঠোরতা | ৯২-৯৫ ° | |||
| উপাদান | আমদানিকৃত টাংস্টেন স্টিল বিলেট | |||
| মাত্রা | ৮৮০×৫৮০×১৪০০মিমি | ৯৮০×৫৮০×১৪৫০ মিমি | ||
| ওজন | প্রায় ৪৫০ কেজি | প্রায় ৫০০ কেজি | ||
| বৈশিষ্ট্য | লুব্রিকেশন সহ; গিয়ার ড্রাইভ; রোলিং শিটের পুরুত্ব ১০ মিমি, সবচেয়ে পাতলা ০.১ মিমি; এক্সট্রুড করা শিট মেটালের পৃষ্ঠে আয়নার মতো মসৃণ প্রভাব; ফ্রেমে স্ট্যাটিক পাউডার স্প্রে করা। আলংকারিক হার্ড ক্রোম প্লেটিং, স্টেইনলেস স্টিল সুন্দর ও ব্যবহারিক কভারটিতে মরিচা ধরবে না। | |||
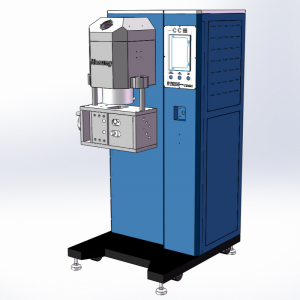
হাইড্রোলিক কয়েন ব্ল্যাঙ্কিং প্রেস




ব্ল্যাঙ্কিং প্রক্রিয়া
২০ টন হাইড্রোলিক মুদ্রা কাটিং / ব্ল্যাঙ্কিং প্রেস
৪০ টন হাইড্রোলিক কাটিং ও এমবসিং প্রেস
এই হাইড্রোলিক কাটিং প্রেসগুলো সোনা ও রুপার ব্ল্যাঙ্ক শিট কাটে, যা রোলিং প্রক্রিয়ার পর প্রস্তুত করা হয়। ব্ল্যাঙ্ক শিট থেকে গোলাকার, আয়তাকার, লকেট আকৃতির ইত্যাদি কাঙ্ক্ষিত আকারে কেটে নেওয়া হয়। কাটিং ডাই প্রক্রিয়ার মাধ্যমে ব্ল্যাঙ্কগুলো হাইড্রোলিক স্ট্যাম্পিং প্রেসে মিন্ট করার জন্য প্রস্তুত হয়ে যায়।
হাইড্রোলিক কাটিং পাওয়ার প্রেস মেশিনের সুবিধাসমূহ।
সোনা ও রুপার ফাঁকা অংশ কাটার জন্য আদর্শ,
আরও ভালো ফলাফলের জন্য, ফাঁকা অংশগুলো পরিষ্কার ধার বরাবর কাটুন।
ফুট ও সুইচের সাহায্যে ঝামেলাহীন ও ডুয়াল মোডে পরিচালনাযোগ্য।
ক্রমাগত কাটার জন্য স্টপার সিস্টেম,
সহজ ডিপোজিট ড্রয়ার সহ ডাই ফিটিং অ্যাডজাস্টমেন্ট সিস্টেম
দ্রুততর উৎপাদনের জন্য কাটিং সমন্বয়।
ব্ল্যাঙ্কিং ট্রাফ ডিভাইস থাকায় উপকরণ সংগ্রহ করা সুবিধাজনক।

প্রযুক্তিগত পরামিতি
| মডেল নং | এইচএস-২০টি | এইচএস-৪০টি | এইচএস-১০০টি |
| নামমাত্র | ২০ টন | ৪০ টন | ১০০ টন |
| সর্বোচ্চ স্ট্রোক | ৩০০ মিমি | ৩৫০ মিমি | ৪০০ মিমি |
| খোলার উচ্চতা | ৫০০ মিমি | ৪০০ মিমি | ৬০০ মিমি |
| অবতরণ গতি | ১৬০ মিমি | ১৮০ মিমি | ১২০ মিমি |
| ক্রমবর্ধমান গতি | ১৫০ মিমি | ১৬০ মিমি | ১২০ মিমি |
| কাজের টেবিলের এলাকা | ৬০০*৫০০ মিমি | ৫৫০*৪৫০ মিমি | ৭০০*৬০০ মিমি |
| ভূমি থেকে টেবিলের উচ্চতা | ৮৫০ মিমি | ৮৫০ মিমি | ৮৫০ মিমি |
| ভোল্টেজ | ৩৮০ ভোল্ট ৩ ফেজ | ৩৮০ ভোল্ট ৩ ফেজ | ৩৮০ ভোল্ট ৩ ফেজ |
| মোটর শক্তি | ৩.৭৫ কিলোওয়াট | ৩.৭৫ কিলোওয়াট | ৫.৫ কিলোওয়াট |
| ওজন | ১৩০০ কেজি | ৮৬০ কেজি | ২২০০ কেজি |
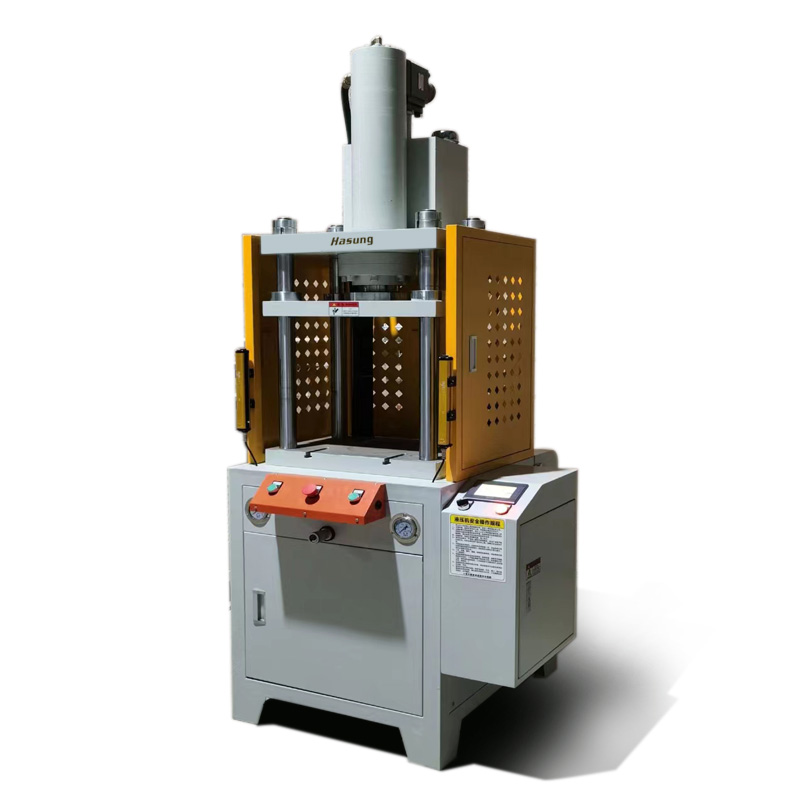
হাইড্রোলিক স্ট্যাম্পিং প্রেস বহুমুখী






১০০ টনহাইড্রোলিক কয়েন এমবসিং প্রেস
১৫০ টন হাইড্রোলিক মুদ্রা এমবসিং প্রেস
২০০ টন হাইড্রোলিক কয়েন এমবসিং প্রেস
৩০০ টন হাইড্রোলিক সোনা ও রুপার মুদ্রা তৈরির প্রেস
১৫০ টন হাইড্রোলিক কয়েন এমবসিং প্রেস, যা রুপার ৫০ গ্রাম পর্যন্ত ওজনের মুদ্রা তৈরির জন্য উপযুক্ত। প্রেসটি ম্যানুয়াল এবং সিঙ্গেল সাইকেল অটোমেটিক উভয় অপারেশন মোডেই চালানো যায়। এটি অটো কয়েন ইজেক্টিং মেকানিজম সহ পাওয়া যায়। আপনার প্রয়োজন অনুযায়ী প্রেসটি ৮০ টন, ১০০ টন, ১৫০ টন, ২০০ টনের মতো বিভিন্ন টনেজ ক্ষমতায় সরবরাহ করা যেতে পারে।
সোনা ও রুপার জন্য ৩০০ টন ধারণক্ষমতার হাইড্রোলিক কয়েন প্রেস মেশিন, যা চূড়ান্ত পর্যায়ে একাধিক স্ট্রোকের জন্য প্রোগ্রামেবল পিএলসি কন্ট্রোলার দ্বারা সম্পূর্ণ। প্রেসটিতে একটি ইজেক্টর সিলিন্ডার রয়েছে যা হাতুড়ির আঘাত ছাড়াই সহজে কয়েন অপসারণের জন্য স্বয়ংক্রিয়ভাবে কয়েন বের করে দেয়। এই বৈশিষ্ট্যটি কয়েনের চূড়ান্ত ফিনিশিং উন্নত করে। এই হাইড্রোলিক কয়েনিং প্রেসটি ১.০ গ্রাম থেকে ১০০.০ গ্রাম ওজনের সোনা ও রুপার কয়েন তৈরির জন্য উপযুক্ত এবং এটি ১০.০ এইচপি (৭.৫ কিলোওয়াট) বৈদ্যুতিক সরঞ্জাম দ্বারা চালিত। এটি উপযুক্ত বৈদ্যুতিক সরঞ্জাম এবং কন্ট্রোল প্যানেলসহ সম্পূর্ণ সরবরাহ করা হয়। এই কয়েনিং প্রেসের নকশায় রিটার্ন স্ট্রোকের আগে চূড়ান্ত চাপের সময় সামঞ্জস্য করার জন্য টাইমারসহ চাপ সমন্বয় নিয়ন্ত্রণ ব্যবস্থা রয়েছে। এটি পুশ বাটন কন্ট্রোলের পাশাপাশি স্বয়ংক্রিয় সিঙ্গেল সাইকেল মোডেও চালানো যায়।
একটি সম্পূর্ণ সোনা ও রুপার মুদ্রা তৈরির প্ল্যান্ট স্থাপন করার জন্য হাইড্রোলিক কয়েনিং প্রেস এবং প্রিসিশন শিট রোলিং মিল ছাড়াও আপনার সোনা ও রুপার শিট তৈরির জন্য ইন্ডাকশন মেল্টার বা কন্টিনিউয়াস কাস্টিং মেশিন, সোনা ও রুপার বার কাটিং মেশিন এবং ভাইব্রেটর পলিশার মেশিনের প্রয়োজন হবে।
প্রযুক্তিগত পরামিতি
| মডেল নং | এইচএস-১০০টি | এইচএস-২০০টি | এইচএস-৩০০টি |
| ভোল্টেজ | ৩৮০ ভোল্ট, ৫০/৬০ হার্টজ | ৩৮০ ভোল্ট, ৫০/৬০ হার্টজ | ৩৮০ ভোল্ট, ৫০/৬০ হার্টজ |
| শক্তি | ৪ কিলোওয়াট | ৫.৫ কিলোওয়াট | ৭.৫ কিলোওয়াট |
| সর্বোচ্চ চাপ | ২২ মেগাপ্যাসকেল | ২২ মেগাপ্যাসকেল | ২৪ মেগাপ্যাসকেল |
| কাজের টেবিলের স্ট্রোক | ১১০ মিমি | ১৫০ মিমি | ১৫০ মিমি |
| সর্বোচ্চ খোলার | ৩৬০ মিমি | ৩৮০ মিমি | ৩৮০ মিমি |
| কাজের টেবিলের উপরে ওঠার গতি | ১২০ মিমি/সেকেন্ড | ১১০ মিমি/সেকেন্ড | ১১০ মিমি/সেকেন্ড |
| ওয়ার্ক টেবিলের পশ্চাৎমুখী গতি | ১১০ মিমি/সেকেন্ড | ১০০ মিমি/সেকেন্ড | ১০০ মিমি/সেকেন্ড |
| কাজের টেবিলের আকার | ৪২০*৪২০ মিমি | ৫০০*৫২০ মিমি | ৫৪০*৫৮০ মিমি |
| ওজন | ১১০০ কেজি | ২৪০০ কেজি | ৩৩০০ কেজি |
| আবেদন | গহনা এবং সোনার বার, মুদ্রায় লোগো ছাপানোর জন্য | ||
| বৈশিষ্ট্য | সাধারণ / ঐচ্ছিক সার্ভো মোটর, বোতাম দ্বারা চালিত / ঐচ্ছিক সিমেন্স পিএলসি কন্ট্রোল সিস্টেম | ||
সম্পূর্ণ স্বয়ংক্রিয় মুদ্রা উৎপাদন ব্যবস্থা
মুদ্রা তৈরির লাইনের জন্য একটি সমন্বিত সমাধান পেতে আপনি হাসুং-এর উপর আস্থা রাখতে পারেন। এই উৎপাদন প্যাকেজের মধ্যে রয়েছে অন-সাইট নির্দেশনা, মুদ্রা তৈরির সরঞ্জাম এবং প্রকৌশলী, যা আপনাকে এই প্রক্রিয়াটিতে এগিয়ে যেতে সাহায্য করবে। আমাদের প্রকৌশলীরা স্বর্ণমুদ্রা তৈরির প্রক্রিয়া গবেষণায় জড়িত এবং প্রধান প্রধান সুপরিচিত টাকশালগুলোর কারিগরি পরামর্শক হিসেবে কাজ করেছেন।
হাসুং মূল্যবান ধাতুর উপর ধাপে ধাপে নির্দেশনা প্রদানের পাশাপাশি মুদ্রা তৈরির সমস্যা সমাধানে মনোনিবেশ করে। ২০ বছরেরও বেশি সময় ধরে আমরা সোনা ও রুপার মুদ্রা তৈরির মেশিনের ক্ষেত্রে অগ্রণী ভূমিকা পালন করে আসছি। আমাদের রয়েছে পেশাদার ও যত্নশীল প্রকৌশল পরিষেবা, অন-সাইট প্রশিক্ষণ এবং প্রযুক্তিগত সহায়তা। আমাদের পরিষেবাসমূহ।
পোস্ট করার সময়: ০৪-০৭-২০২২









